![]() Manuale di istruzioni TC55H
Manuale di istruzioni TC55H

Introduzione al prodotto
TC55H è una versione di aggiornamento di TC55. Può controllare 4 assi di alimentazione, 1 mandrino analogico. È dotato di 16 porte di input e 8 porte di output, che supportano l'importazione files da una chiavetta USB.
Specifiche tecniche
Unità dati minima 0.001 mm
Dimensione massima dei dati ± 99999.999 mm
Velocità massima: 9000 mm/min (l'impulso è 0.001 mm)
Frequenza massima di uscita a impulsi 150KHz
Asse 1-4 (X,Y, Z,C)
Gli assi X, Y, Z, C possono eseguire l'interpolazione lineare, X, Y possono eseguire l'interpolazione circolare.
Ingranaggio elettrico: numeratore: 1-99999 denominatore: 1-99999
USB: importazione del programma e dell'immagine di avvio
Porta I/O isolata
1000
99
Riga massima del programma:
Programma massimo:
Memoria RAM: 128M
Funzionamento manuale esterno: rotazione del motore in senso orario e antiorario, avvio, pausa,
allerta e fermati
Codice G e codice M
Un pannello MPG
LCD a colori da 3.5 pollici, pixel 320*240
Uscita mandrino analogico: 1 mandrino analogico 0-10v
Definizione di interruttore esterno
Si prega di contattarci se è necessario modificare l'immagine del bagagliaio prima dell'acquisto
Operazione
Interfaccia principale
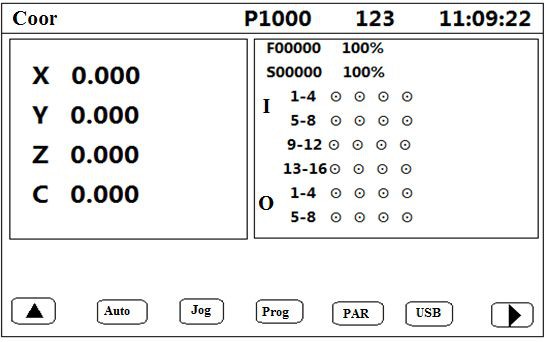
Questa è l'interfaccia mostrata dopo l'avvio senza un'immagine di avvio. Mostra le coordinate di ciascun asse, velocità e velocità F, velocità e velocità S, nonché le condizioni della porta di ingresso e di uscita. P1000 indica il programma attualmente in esecuzione; 123 indica il metodo di input. È possibile accedere all'interfaccia AUTO, JOG, PROG, PAR, USB e password da qui.
Auto

In Interfaccia automatica, premere start per eseguire l'ultimo programma letto, premere Pausa per interrompere.
Fare un passo
Display positivo significa operazione consecutiva. Un display negativo significa azionare comando per comando. Quando è il display negativo, premere Start una volta, verrà eseguita una riga di programma.
Modificare

- Premi Invio per inserire una nuova riga.
- Premere a lungo DEL per eliminare una riga.
- Premere←→↑↓per spostare il cursore
- In alto: alla prima riga
- BTM: fino all'ultima riga
- Test: vedere se ci sono errori
- Salva: salva programma
- Auto: nell'interfaccia automatica.
Correre

- Premere X, Y, Z e C per scegliere l'asse rilevante.
- S per aumento della velocità di alimentazione, N per diminuzione della velocità di alimentazioneasinesempio (10%-150%)
- G per aumento della velocità del mandrino, M per diminuzione della velocità del mandrinoasinesempio (10%-150%)
- Premere Shift per cambiare la porta di uscita, premere Invio per cambiare da ON o OFF.
- Premere ← e → per la corsa consecutiva.
- Premere ↑ e ↓ per fare jogging, definire la distanza di jog in PAR-Ctrl-Jog+Distance; definire la velocità di jog in PAR-Speed-Jog.
Velocità
Velocità: Display negativo significa alta velocità manuale, display positivo significa bassa velocità manuale. Premere ← e → per la corsa consecutiva.
MPG
Premi MPG, quindi muovi la ruota in alto, l'asse scelto si muove positivamente, sposta la ruota in basso, l'asse scelto si muove in negativo. Premere X10X100 per modificare il numero cardinale mostrato nella parte superiore dello schermo.
| Stato | Numero cardinale |
| X1 | 0.001mm |
| X10 | 0.01mm |
| X100 | 0.1mm |
BPZ
Premendo questo tasto sull'asse prescelto si torna al punto di riferimento alla massima velocità. Definire la velocità massima in Parametri-Velocità.
Tutti e 0
Premendo questo tasto l'asse prescelto torna al punto di riferimento alla massima velocità. Definire la velocità massima in Parametri-Velocità. F è la velocità combinata di tutti gli assi.
BMZ
Ritorna allo zero macchina. L'asse prescelto si sposterà a BMZ High Speed per tornare allo zero macchina, quindi toccare l'interruttore e spostarsi a BMZ Low Speed, infine fermarsi sull'interruttore. Per utilizzare questa funzione, X 0/Y 0/Z 0/C 0 deve essere impostato su "On" in Parametri-Ctrl; Imposta BMZ alto e BMZ basso in Parametri-Velocità; Imposta la direzione in Parametri-Ctrl-X BMZ
Direttore
PAR
Ctrl
Area di impostazione dei parametri di controllo, premere a lungo ↑ e ↓ per cambiare pagina.
- Numeratore X/Y/Z/C: Rapporto di trasmissione elettrico (1-99999)
- Denominatore X/Y/Z/C: rapporto di trasmissione elettrico (1-99999)
- Riferimento X/Y/Z/C: In funzionamento manuale, premere a lungo X/Y/Z/C per cancellare le coordinate e mostrare questo valore; o nella macchina zero, dopo aver premuto l'interruttore, mostrerà questo valore.
- X/Y/Z/C Backlash: gioco per renderlo più preciso
- X/Y/Z/C Boot Zero: 0 significa che l'asse non tornerà allo zero macchina dopo l'avvio; 1 significa che l'asse tornerà allo zero macchina dopo l'avvio
- X/Y/Z/C BMZ Dir: 0 significa che l'asse torna a zero macchina verso la direzione negativa; 1 significa che l'asse torna allo zero macchina verso una direzione positiva
- Velocità+Tempo (ms): tempo impiegato dal motore per raggiungere la velocità F
- Jog+Distanza: in funzionamento manuale, incremento per jogging. L'unità dipende dal rapporto di trasmissione elettrica.
- Lingua: inglese (0) o cinese (1)
L'impostazione del rapporto di trasmissione elettronica
L'impostazione dell'ingranaggio elettronico consiste nell'impostare unità di dati diverse per macchine diverse. I diversi assi della stessa macchina possono essere impostati in base a un'unità diversa. Ad esempioample, l'asse A può essere impostato come mm, l'asse B può essere impostato come angolo e l'asse C può essere impostato come rotondo.
Come impostare numeratore e denominatore del rapporto di trasmissione elettronica:
Impulso necessario affinché il motore giri di un giro nella stessa direzione
Distanza spostata quando il motore gira un giro nella stessa direzione (μm)
Il numeratore e il denominatore devono essere entrambi un numero intero compreso tra 1 e 99999.
Ex. 1 trasmissione a vite
Il passo del motore passo-passo è 5000, o servomotore 5000 impulsi/rotondo, il passo della vite è 6 mm, il rapporto di riduzione è 1:1, quindi,
5000 → 5
6*1000*1.0 → 6
Ex. 2 Cremagliera e pignone
Il passo del motore passo-passo è 6000, o servomotore 6000 impulsi/giro, il numero di denti dell'ingranaggio è 20, m=p/π=2, quindi
6000 → 1 → 107 → 107
1000*20*2*3.14159265 → 20.943951 → 2241.00276 → 2241
Ex. 3 Angolo di rotazione
Il passo del motore passo-passo è 5000, o servomotore 5000 impulsi/giro, il rapporto di riduzione è 1:30, quindi,
5000*30 → 5
360*1000 → 12
Velocità
- X/Y/Z/C Massima: la velocità massima del motore dell'asse x. Quando il sistema è in funzione, la velocità non supererà questo numero, indipendentemente dalla F impostata.
- Velocità iniziale (mm/min) durante Spd+Time
- Man High: alta velocità manuale
- Uomo basso: manuale a bassa velocità
- BMZ High: Vai allo zero macchina ad alta velocità.
- BMZ low: Tornare a zero macchina prima ad alta velocità, tramite interruttori zero,es e tornare indietro a bassa velocità. Infine, il cursore si fermerà sull'interruttore.
- Modalità BMZ: due modalità per tornare a zero macchina, tramite l'interruttore o meno. Attraverso l'interruttore (0): il cursore si fermerà sull'interruttore. Non attraverso l'interruttore (1): il cursore si fermerà prima dell'interruttore.
- S High Speed: la massima velocità del mandrino
Ingresso
Questa funzione consente all'utente di impostare facilmente vari tipi di interruttori. Definire la porta I/O secondo il modulo seguente.
Il grande interruttore esterno è necessario per completare il controllo esterno. Un interruttore esterno è collegato in modo normale aperto. Premi R per passare da spento a acceso e S per scegliere NO (normalmente aperto). Quindi scegli il numero della porta IO nello spazio vuoto.
Nota: Per motivi di sicurezza, l'ingresso del limite e dell'arresto di emergenza è generalmente impostato come NC (normalmente chiuso).
| Funzione | Spiegazione |
| Attenzione | Ingresso avviso |
| Fermare | Ingresso arresto di emergenza |
| Correre | Impostazione dell'interruttore di marcia esterno (esterno) |
| Pausa | Impostazione dell'interruttore di pausa esterno (esterno) |
| Velocità+ | Impostazione dell'interruttore per l'aumento della velocità di avanzamento |
| Velocità- | Impostazione dell'interruttore di riduzione della velocità di avanzamento |
| XLim+ | Impostazione del limite positivo dell'asse X |
| X Lim- | Impostazione del limite negativo dell'asse X |
| 0X | Impostazione dell'interruttore zero dell'asse X |
| Uomo X+ | L'asse X ruota in senso orario all'esterno dell'interruttore manuale |
| uomo X- | L'asse X ruota in senso antiorario all'esterno dell'interruttore manuale |
| X avvio zero | L'asse X torna allo zero macchina dopo aver avviato l'interruttore manuale esterno |
| Y Lim+ | Impostazione del limite positivo dell'asse Y |
| Y Lim- | Impostazione del limite negativo dell'asse Y |
| E 0 | Impostazione dell'interruttore zero dell'asse Y |
| Uomo Y+ | Asse Y in senso orario che ruota all'esterno dell'interruttore manuale |
| Molti- | L'asse Y ruota in senso antiorario all'esterno dell'interruttore manuale |
| Y avvio zero | L'asse Y torna allo zero macchina dopo aver avviato l'interruttore manuale esterno |
| ZLim+ | Impostazione del limite positivo dell'asse Z |
| Z Lim- | Impostazione del limite negativo dell'asse Z |
| La 0 | Impostazione dell'interruttore zero dell'asse Z |
| Uomo Z+ | L'asse Z ruota in senso orario all'esterno dell'interruttore manuale |
| uomo Z- | Asse Z che ruota in senso antiorario all'esterno dell'interruttore manuale |
| Z avvio zero | L'asse Z torna allo zero macchina dopo aver avviato l'interruttore manuale esterno |
| DO Lim+ | Asse C Impostazione limite positivo |
| C Lim- | Asse C Impostazione limite negativo |
| La 0 | Impostazione dell'interruttore zero dell'asse C |
| Uomo C+ | L'asse C ruota in senso orario all'esterno dell'interruttore manuale |
| uomo C- | L'asse C ruota in senso antiorario all'esterno dell'interruttore manuale |
| C Avvio Zero | L'asse C torna allo zero macchina dopo aver avviato l'interruttore manuale esterno |
Produzione
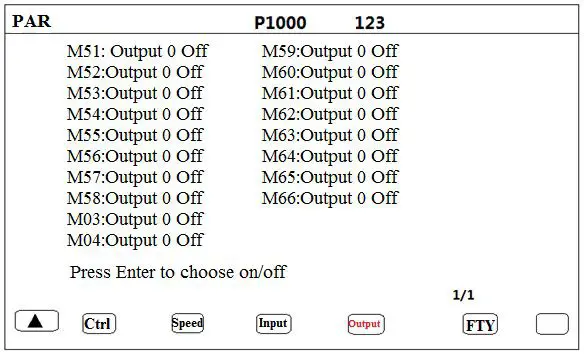
In questa interfaccia per definire l'apertura e la chiusura di 1-8 porte di uscita, quindi è possibile utilizzare direttamente nella programmazione. M03-M04 è un interblocco mandrino.
FTY
Torna al valore di fabbrica.
Operazione
- Premi ←→↑↓per spostare il cursore
- Premi a lungo per cambiare pagina
- Dopo aver modificato i parametri premere ESC, compare la finestra in cui si chiede se salvare o meno i parametri, premere Invio e salvare, premere ESC o Non rinunciare al salvataggio.
Prog
In questa interfaccia per modificare, leggere, eliminare, salvare e creare programmi files.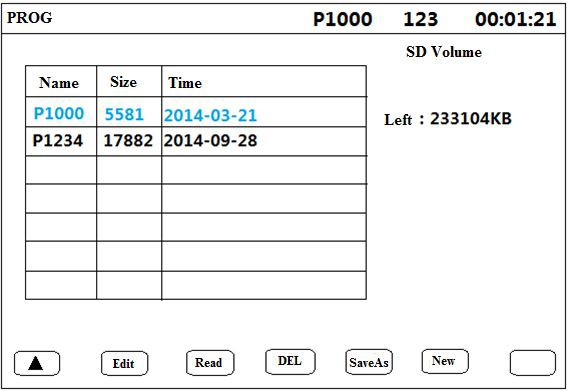
USB

- Nome del programma: P123.TXT o P1234. TXT
- Nome immagine di avvio: K123.bmp o K1234.bmp Pixel: 320*240
13811674107 jiafengqi.xtf@hotmail.com
Documenti / Risorse
 |
Controllore CNC TOPCNC TC55H [pdf] Manuale di istruzioni TC55H, controllore CNC |



